(一)一般PVC硬管的成型配方与工艺温度
1.单螺杆挤出机生产
(1)配方(质量份) 聚氯乙烯树脂(SG4或SG5型PVC)100,三碱式硫酸铅(3Pb0) 4.5,硬脂酸钡(BaSt) 0.7,硬脂酸铅(PbfSt) 0.7,硫酸钡10,硬脂酸(HSt) 0.2.石蜡(P-CI)1。
(2)挤出机与模具温度(℃) 机筒温度80~100、140~150、160~170。模具温度160~175。
2.双螺杆挤出机生产
(1)配方(质量份) 聚氯乙烯树脂(SG5型PVC) 100,三碱式硫酸铅(3Pb())2.5~3.0.二碱式亚磷酸铅(2Pb0) 0.5~1.O,硬脂酸钙(CaSt) 0.5,硬脂酸(HSt)0.3~0.6,液体钙/锌复合稳定剂0.3~0.5,石蜡0. 7~1.O,聚乙烯蜡O~0.15,钛白粉2.O—3.0.荧光增白剂0. 01~0. 05,轻质碳酸钙15.O~30.O。
(2)挤出机与模具温度(℃) 锥形双螺杆的加料段180~1 95、175~185,塑化段170~180、170~180,均化段170~175、160 ---170,合流芯段160~170;成型模具170~185,口模180~190;螺杆加热油温80~120。\
(二)输送饮用水PVC管的成型配方与工艺温度
1.单螺杆挤出机生产
(1)配方(质量份) 聚氯乙烯树脂(SG4或SG5型PVC)1 00.复合稳定剂(日本产)OGP-101 2~6,硬脂酸钙(CaSt)0.2~0.7,硬脂酸铅( PbSt)0.3~0.8,氧化聚乙烯蜡(OPE)0.3~0.8.CaC03适量,ACR-401(苏州安利化工厂)适量.T102、炭黑适量。
(2)挤出机与模具温度(℃) 机筒温度100—110、130~150、160~175,模具温度160~180。
2.双螺杆挤出机生产
(1)配方(质量份) 聚氯乙烯树脂(SG4或SG5型PVC)100,硫醇锡0.5~20,润滑剂0.5~20,冲击改性剂8.0~15.0,加工助剂2.0~5.0。
(2)挤出机与模具温度(℃) 可参照(一)中锥形双螺杆挤出工艺温度。
(三)电线导管用硬PVC管成型配方与工艺温度
1.单螺杆挤出机生产
(1)配方(质量份) 聚氯乙烯树脂(SG4或SG5型PVC)00,三碱式硫酸铅(3Pb0)2.O~3.O,二碱式亚磷酸铅(2Pb0)1.5~2.O,硬脂酸钙( Ca.St)1.5~2.O,氯化聚乙烯(PEC)0.5~1.O,加工助剂10.0~15.O,轻质碳酸钙10.0~15.O。
(2)挤出机与模具温度(℃) 可参照(一)中单螺杆挤出工艺温度。
2.双螺杆挤出机生产
(1)配方(质量份) 聚氯乙烯树脂(SG4或SG5型PVC),1 00.三碱式硫酸铅(3Pb0)1.5~2.5,二碱式亚磷酸铅(2Pb0)1.O~1.5.硬脂酸钙(CaSt)1.5~2.5,硬脂酸(HSt)0.2~0.5.氯化聚乙烯(PEC)0.2---0.5,加工助剂10.0~15.0,轻质碳酸钙10.0~15.O。
(2)挤出机与模具温度(℃) 可参照(一)中双螺杆挤出工艺温度。
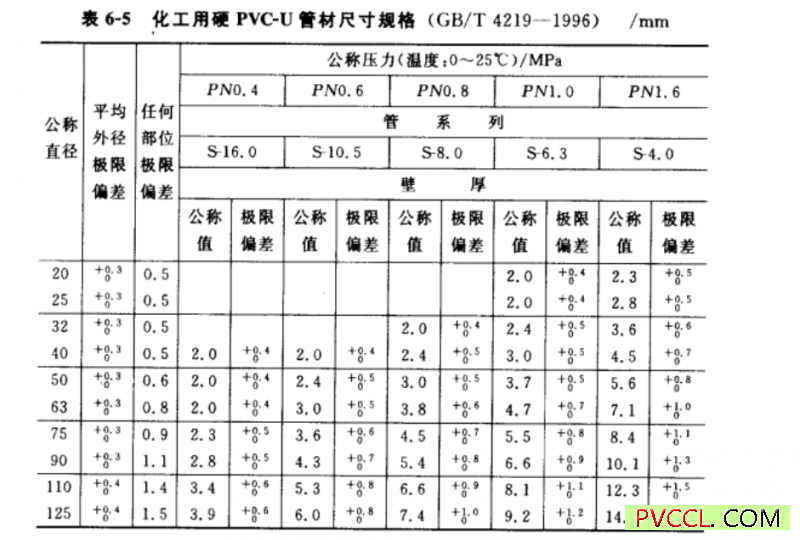
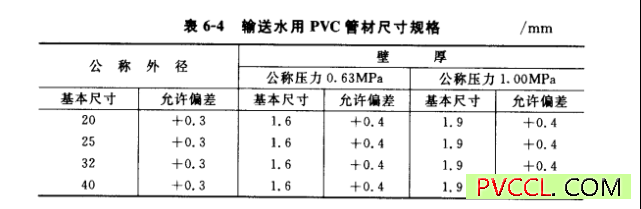
硬聚氯乙烯管材,在GB 10002中已规定出输送水用管的尺寸规格,列于表6-4中。表6-5列出了化工用聚氯乙烯管的标准 ┃ 壁 厚 ┃
┃ 公称外径 ┃ ┃
┃ ┣━━━━━━━━━━━━━┳━━━━━━━━━━━
┃ 公称压力0. 63MPa ┃ 公称压力1. OOMPa ┃
┃ 公称压力0. 63MPa ┃ 公称压力1. OOMPa ┃
┣━━━━━━┳━━━━━━╋━━━━━━┳━━━━━━╋━━━━━━┳━━━━━━┫
┃ 基本尺寸 ┃ 允许偏差 ┃ 摹本尺寸 ┃ 允许儡差 ┃ 基本尺寸 ┃ 允许偏差 ┃
┣━━━━━━╋━━━━━━╋━━━━━━╋━━━━━━╋━━━━━━╋━━━━━━┫
┃ 20 ┃ 十0.3 ┃1. 6 ┃+0. 4 ┃1. 9 ┃+0. 4 ┃
┃ 25 ┃ +0,3 ┃1. 6 ┃+0. 4 ┃1. 9 ┃+0. 4 ┃
┃ 32 ┃ +0.3 ┃1. 6 ┃ 十0. 4 ┃1. 9 ┃+0. 4 ┃
┃ 40 ┃ 十0.3 ┃1. 6 ┃+0. 4 ┃1. 9 ┃+0. 4 ┃
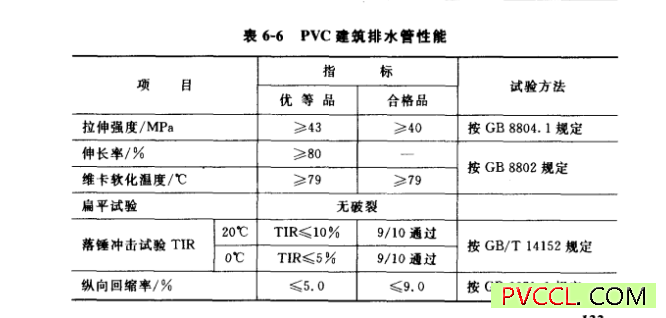
┗━━━━━━┻━━━━━━┻━━━━━━┻━━━━━━┻━━━━━━┻━━━━━━GBlT 4219-1996)尺寸规格系列。表6-6和表6-7所列为硬聚氯乙烯管的物理化学性能。表6-4 输送水用PVC管材尺寸规格