①分流锥角为600左右;
②模具内腔压缩比取(5~10):1;
③口模平直部分长度取(15~35)β(β为管壁厚);
④口模内径d=D/k(κ=0. 8~1.06,D为管材外径);
⑤芯棒平直部分直径由确定的拉伸比来决定。拉伸比公式如下图4-2:
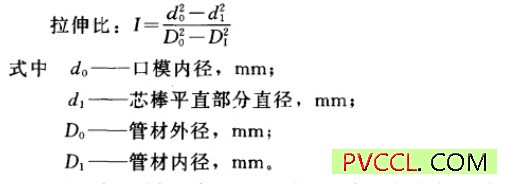
对于增塑剂大约占50份左右的聚氯乙烯软管的挤出生产,牵引拉伸比一般控制在(1.2~6):1之间。
聚氯乙烯树膳挤出成型软管应注意那些事项?
聚氯乙烯软管生产中的牵引要求和硬管生产中的牵引要求一样,要保证在一定的拉伸比条件下能平稳的运行工作。为了能够使牵引速度与从模具口挤出的速度相匹配,也同样要求软管的牵引速
度在工作时能平稳地进行无级调速。对于软管的牵引夹紧力的大小也要能调整,以避免牵引工作中管材的运行会出现打滑现象,影响软管的掌产质量。
软管的生产也可用绞盘式牵引法,把软管盘绕在用变速电机驱动的、能够被滑动摩擦离合器带动的辊简上。
聚氯乙烯树脂挤出成型软管的工艺顺序怎样安排.聚氯乙烯软管的挤出成型生产顺序是:备料一研磨一按配方计量配料一原料混合一挤出造粒一挤出成型软管坯一冷却定型一牵引
卷取一质量检查一计量包装一入库。